
上海咨询公司AS9103标准关键特性波动管理培训咨询课程——欢迎企业内部培训和培训机构合作垂询
AS9103标准关键特性波动管理培训公开课-培训地点:江苏无锡万达广场 每月开班 小班教学、满四人开班
金舟军老师 手机/微信:13816949004 QQ邮箱:923503608@qq.com
金舟军老师 手机/微信:13816949004 QQ邮箱:923503608@qq.com
以应用为导向的AS9103标准关键特性波动管理培训课程,学员培训后就会应用AS9103标准关键特性波动管理,金舟军老师通过严格的培训流程确保顾客满意。
请点击查看—金舟军质量管理工具培训咨询实施流程
请点击查看—金舟军质量管理工具培训咨询实施流程
最有价值的AS9103标准关键特性波动管理培训咨询公司
上海科租企业管理咨询有限公司金舟军老师自办AS9103标准关键特性波动管理培训咨询公司,培训老师自办公司省出了业务费用和老板利润,客户的培训费全部变为培训老师的培训费,能为客户提供优质服务,客户培训价值最大化值 。只要学员参加过质量培训课程,将为学员提供终生的培训课程答疑。
最具专业的AS9103标准关键特性波动管理培训讲师
金舟军二十多年专业从事AS9103标准关键特性波动管理培训咨询讲师,专业涉及质量管理和精益生产课程,客户涉及世界五百强企业, 每个培训项目的客户都有培训现场的视频和照片为证。金舟军老师课程以应用为导向,
课堂上只讲干货,绝不以无关的游戏打发时间。
课堂上只讲干货,绝不以无关的游戏打发时间。
LPA培训课程的客户-全部有客户培训现场照片、视频为证!金舟军老师好看视频主页

金舟军老师键特性波动管理培训优势
结合客户案例的实战型培训 包括后服务答疑的全过程
金舟军老师通过五大步骤结合客户案例讲解,确保学员学完全就会在工作中应用: 1 .案例网络调研、2.案例学员预习、3. 现场案例调研、4.案例练习点评、5.售后案例答疑。
1.案例网络调研
培训意向一经确定,金舟军老师就要与客户进行网络沟通,确定键特性波动管理实施难点,收集键特性波动管理实施资料,并就实施资料的细节进行沟通,并了解客户学习键特性波动管理的目的。

2.学员案例预习
3. 现场案例调研
金舟军老师根据键特性波动管理实施中的难点,事先为学员出键特性波动管理的预习题,帮助学员提前思考怎样解决实施案例的难点,同时也预习课堂讲解的知识。
3. 现场案例调研
培训前一天,金舟军老师会到客户现场进行一天的现场调研,查找客户键特性波动管理实施V情况,并为课堂针对客户实施键特性波动管理中的问题讲解做准备。

4.案例练习点评
5.售后案例答疑
培训完成后一年之内,如果客户在实施键特性波动管理过程中有什么问题,可以为客户组织腾讯会议的在线答疑至少三次。
根据案例实施中的难点问题,每天培训约有五十分钟的客户案例分组练习,每组学员的案例练习金舟军老师都要做详细的点评,确保学员学完全就会在工作中应用。
5.售后案例答疑
培训完成后一年之内,如果客户在实施键特性波动管理过程中有什么问题,可以为客户组织腾讯会议的在线答疑至少三次。
AS9103标准关键特性波动管理
培训大纲
一、培训目的:完成本课程后,参加本课程的人员能够掌握关键特性波动管理实施步骤及其控制图,能够有效地参加关键特性波动管理。
二、培训对象: 采购、仓贮、设计、工艺、设备、工装、计量、检验、营销、培训等所有过程的人员。
三、课程内容:
1. AS9103 标准概述
关键特性波动管理目的
关键特性波动与目格率
2. 关键特性波动管理术语定义
关键特性(KC)
过程流程图
关键特性识别
过程能力
过程控制文件(PCD)
特殊原因等
3.关键特性波动管理的原理和通用要求
过程控制和过程方法
关键特性波动与质量损失函数
过程能力要求
关键过程特性与关键产品特性
4.关键特性波动管理的过程
步骤1:评审关键特性及要求的业绩表现
组建跨职能小组
关键特性及要求的业绩表现文件
步骤2:制造过程的策划
过程流程图
关键特性识别
过程能力的要求。
因果分析识别过程关键特性
关键特性的过程业绩表现。
风险管理计划。
详细工作说明书和测量说明书。
过程控制文件(PCD)
步骤3:过程试运行以产生数据
数据采集计划
采用的控制图类型。
首件检验(FAI)
更新过程控制文件。
步骤4:分析数据以采取措施
过程能力指数(如Cp和Cpk)。
过程不稳定调查确定根本原因
记录调查结果。
重新评定过程的关键特性
更新后的过程控制文件(PCD)或等效文件
步骤5:通过研究关键特性的业绩表现采取措施
采取纠正措施以
验证纠正措施的有效性。
测量系统分析(MSA)
对波动源的纠正措施文件
产品/过程保护计划
步骤6:持续监控过程
生产方要定期对过程进行验证
过程保持受控状态并具有能力
识别减少波动的过程改进机会
关键特性的持续控制
经营指标的持续分析
更新后的过程控制文件(PCD)或等效文件
步骤7:过程更改的管理
制造过程的更改记录
更新后的过程控制文件(PCD)或等效文件
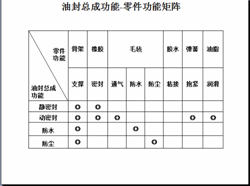
6. 过程控制文件案例
四.培训课程学时: 每天6.5小时 共两天
4 总要求
不管采用何种波动管理的方法都应满足本章给出的总要求。
4.1 应对已确定的关键特性和过程开展波动管理活动,直至其处于受控状态并具备了过程能力。此后可采用适当的监控方法以确保持续的过程业绩。
4.2 生产方应保持关键特性和影响关键特性波动的制造过程要素、控制技术和测量方法的适宜的文件。出现以下任一情况时,应编制该文件:
a)顾客规定了关键特性或关键过程参数;
b)需要采用低一级的或替代的关键特性来控制高一级的关键特性的波动;
c)为达到HB9100——2003要求的质量目标,通过过程改进活动分析识别出了新的关键特性或过程。
4.3如果选择统计过程控制作为关键特性的控制方法,必须满足如下要求:
a)对关键特性应建立其过程能力。只有使用可靠的统计方法和/或合适的控制图来表明过程是稳定的且处于统计控制状态的情况下,才可以计算过程能力指数(例如Cp和Cpk);
b)过程应具备Cpk≥1.33的能力,或按顾客的规定;
注:如果关键特性的Cpk超过1.33,则认为是有能力的。可采用其他类似的过程能力测量方法。如果过程不满足能力要求,生产方可以采取本章所述的其他措施。
c)将不同产品相似的关键特性组合在同一控制图上时(一个零件或产品系列,或过程输出控制方法),这些特性应具有相似的变异性并可追溯到具体的零件或产品;
d)如果用过程能力判定减少的检验频次,则应采用工业标准统计方法计算过程能力或等效的不合格比率;
e)当采用的是放宽检验方案来检验产品特性时,如果过程不再受控和/或不具备能力,应重新恢复最终的正常检验来验收产品特性,直至查明原因并予以纠正,且过程重新受控并具备了过程能力。
4.4可采用其他的波动控制方法来保证过程稳定和过程能力,例如工装、过程参数设置控制、过程标准化及防错。但是必须以可测量的证据表明此类控制是有效的。
4.5关注关键特性并不免除生产方满足所有图样特性、规范和其他顾客要求和/或引用标准的责任。
4.6在有些情况下,满足本章有关过程稳定性和过程能力的要求是不可能的或费用过高。生产方必须记录这些例外,并可请求顾客批准。
5过程模式及输出
本标准给出了一个用于实现本标准要求的模式,如图1所示,并对此模式进行了说明和解释。附录A给出了一个实现该模式的管理指南。
该模式由7个步骤组成,从关键特性的定义开始,到监控产品制造过程业绩结束。也可以采用其他方法或过程以达到符合性。无论采用何种方法,生产方必须表明与第4章要求的符合性以及获得符合性的方法。